CNC સર્વો બેન્ડિંગ મશીન HPE3513
ઉત્પાદનો વર્ણન
મશીન ટૂલમાં મુખ્યત્વે ફ્રેમ, સ્લાઇડ, બેક સ્ટોપિંગ સિસ્ટમ, કંટ્રોલ સિસ્ટમ અને મોલ્ડ વગેરેનો સમાવેશ થાય છે.
1. ફ્રેમ: આ ભાગમાં ડાબા અને જમણા સ્તંભો, સપોર્ટ પ્લેટ, નીચલા ટેબલ અને બોક્સ આકારની ફ્રેમના અન્ય ઘટકોનો સમાવેશ થાય છે.બેડને સમગ્ર રીતે સ્ટીલ પ્લેટ વડે વેલ્ડિંગ કરવામાં આવે છે, અને વેલ્ડિંગ પછી, મશીનને 24 કલાક માટે 700 ડિગ્રી પર ઊંચા તાપમાને વૃદ્ધત્વને આધિન કરવામાં આવે છે, અને સપાટીને શોટ બ્લાસ્ટિંગથી સારવાર આપવામાં આવે છે, જે વેલ્ડીંગ દરમિયાન પેદા થતા આંતરિક તણાવને સંપૂર્ણપણે દૂર કરે છે, અને મશીન ટૂલની કઠોરતા અને લાંબા ગાળાની સ્થિરતાને સુનિશ્ચિત કરવા માટે હેવી-ડ્યુટી ડિઝાઇનને અપનાવે છે.
2. સ્લાઇડર: આ ભાગમાં મુખ્યત્વે સ્લાઇડર, પાવર બોક્સ, મેગ્નેટિક સ્કેલ, સ્ક્રૂ, લંબચોરસ માર્ગદર્શિકા રેલ અને અન્ય ઘટકોનો સમાવેશ થાય છે.બોલ્ટ્સ અને ફ્રેમ ફાસ્ટનિંગ કનેક્શન સાથે ડાબે અને જમણે પાવર બોક્સ, નટ્સનો ઉપયોગ કરીને સ્ક્રૂ અને સ્લાઇડર, બોલ બ્લોક કનેક્શન, જ્યારે આંશિક લોડને આધિન હોય ત્યારે સ્લાઇડરની રચના લાઇવને સુધારી શકે છે.સ્લાઇડર અને ફ્રેમ લંબચોરસ માર્ગદર્શિકા રેલ દ્વારા જોડાયેલા છે.માર્ગદર્શિકા રેલ સ્વ-લુબ્રિકેટિંગ છે, અને દર અઠવાડિયે તેલના માત્ર થોડા ટીપાંની જરૂર છે.સ્લાઇડર સ્ટ્રોકની ઉપલી મર્યાદાની સ્થિતિ, નીચલી મર્યાદાની સ્થિતિ, ખાલી સ્ટ્રોક અને સંક્રમણ બિંદુની સ્થિતિના કાર્યકારી સ્ટ્રોક તેમજ શોધ, પ્રતિસાદને નિયંત્રિત કરવા માટે ભીંગડાથી સજ્જ C-આકારની પ્લેટની બંને બાજુની ફ્રેમમાં બે સ્ક્રૂની સમન્વયિત હિલચાલ.
3. કંટ્રોલ સિસ્ટમ: પ્લેટની જાડાઈ, સામગ્રી, લંબાઈ અને બેન્ડિંગ ફોર્સની સ્વચાલિત ગણતરી, કોણીય ભૂલ સુધારણાની સ્વચાલિત ગણતરી અનુસાર સ્વ-વિકસિત સંખ્યાત્મક નિયંત્રણ સિસ્ટમ અપનાવવી.
4. મોલ્ડ: આ ભાગમાં બે ભાગોનો સમાવેશ થાય છે: ઉપલા મોલ્ડ એસેમ્બલી અને નીચલા મોલ્ડ એસેમ્બલી.ઉપલા મોલ્ડને સ્લાઇડ પર માઉન્ટ કરવામાં આવે છે, તેને ઠીક કરવા માટે ક્લેમ્પિંગ પ્લેટ પર આધાર રાખે છે, નીચેનો ઘાટ સિંગલ V, ડબલ V અને મલ્ટી-V અને અન્ય સ્વરૂપો હોઈ શકે છે, મોલ્ડને વપરાશકર્તાની જરૂરિયાતો અનુસાર વિભાજિત કરી શકાય છે.
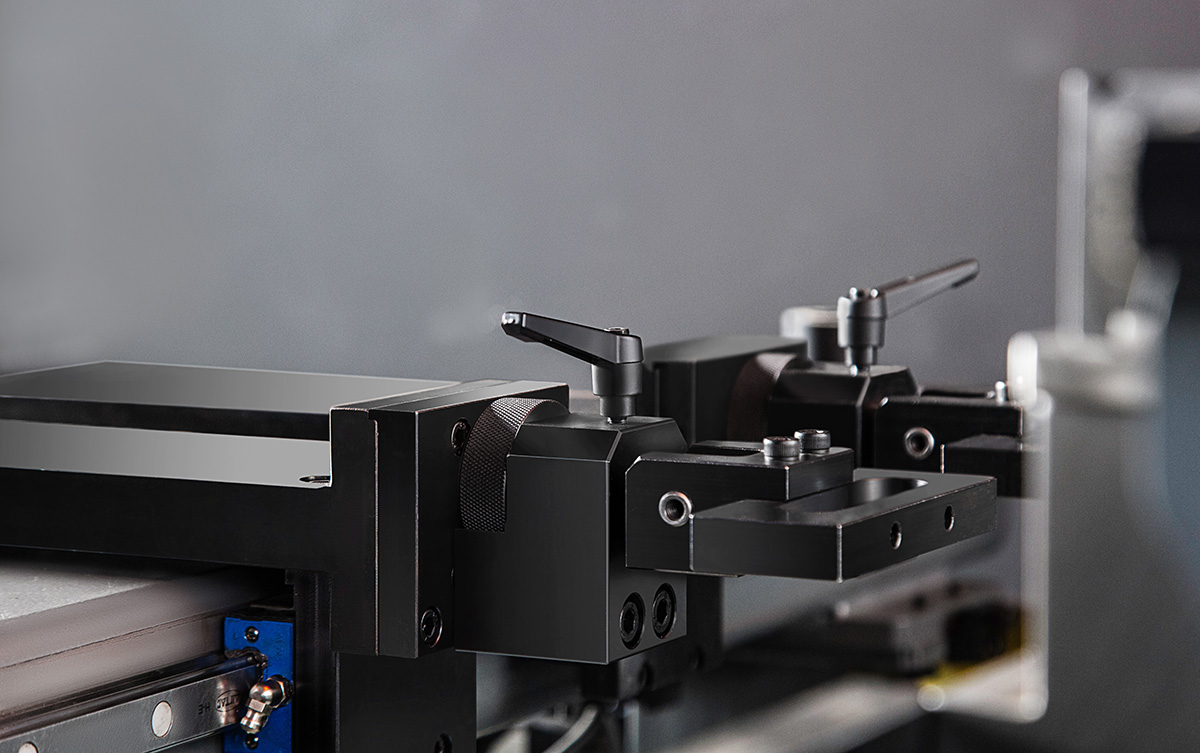
5. ફ્રન્ટ ફીડ સપોર્ટ: આ ભાગ એક પ્રમાણભૂત ભાગ છે, જે વર્કિંગ ટેબલના આગળના ભાગમાં ઇન્સ્ટોલ કરેલો છે.ઉપયોગ કરતી વખતે, વર્કપીસની લંબાઈ અનુસાર, ફ્રન્ટ પેલેટ ધારકને ફાસ્ટનિંગ માટે યોગ્ય સ્થાને જાતે ખસેડી શકાય છે, પેલેટ ધારકને આડા અને ઊભી રીતે ગોઠવી શકાય છે.
મુખ્ય સ્પષ્ટીકરણ
| ના. | નામ | પરિમાણ | એકમ | |
| 1 | બેન્ડિંગ ફોર્સ | 350 | KN | |
| 2 | બેન્ડિંગ લંબાઈ | 1300 | mm | |
| 3 | રામ સ્ટ્રોક | 150 | mm | |
| 4 | ગળાની ઊંડાઈ | 150 | mm | |
| 5 | ગળાની ઊંચાઈ | 420 | ||
| 6 | બંધ ઊંચાઈ | 370 | mm | |
| 8 | વર્કટેબલની ઊંચાઈ | 760 | mm | |
| 9 | બેન્ડિંગ ઝડપ | 50 | મીમી/સેકન્ડ | |
| 10 | ઝડપ નજીક | 200 | મીમી/સેકન્ડ | |
| 11 | રીટર્ન સ્પીડ | 200 | mm | |
| 12 | એક્સ અક્ષ | સ્ટ્રોક | 500 | mm |
| 13 | ઝડપ | 250 | મીમી/સેકન્ડ | |
| 14 | ચોકસાઇ | ±0.02 | mm | |
| 15 | મુખ્ય મોટર | 2*7.5 | Kw | |
| 16 | વજન | 3000 | Kg | |
| 17 | કદ | 1800*1500*2280 | mm | |
ઉત્પાદન આકાર અને માળખું
1. Yangzhou Hanzhi સ્વતંત્ર ડિઝાઇન, સુંદર દેખાવ, સારી રીતે બનાવેલ.
2. સમગ્ર સ્ટીલ પ્લેટ વેલ્ડીંગ માળખું, જાડા ફ્રેમ, કઠોરતા અને શોક શોષણ.
3. માળખાકીય ભાગોને સેન્ડિંગ દ્વારા ડિસ્કેલ કરવામાં આવે છે અને એન્ટિરસ્ટ પેઇન્ટથી છાંટવામાં આવે છે.
4. મશીન ટૂલની કોલમ, અપર વર્કિંગ સ્લાઇડ અને લોઅર ટેબલ વિશ્વના અદ્યતન મોટા પાયે CNC ફ્લોર બોરિંગ અને મિલિંગ મશીન દ્વારા સમાપ્ત થાય છે, જે દરેક માઉન્ટિંગ સપાટીની સમાનતા, લંબ અને સમાંતરતાને સુનિશ્ચિત કરે છે.
5. ઉપરની ગતિશીલ બેન્ડિંગ ડિઝાઇન સરળ, સરળ અને ચલાવવા માટે સલામત છે.
6. નીચલા મૃત કેન્દ્રમાં, વર્કપીસની ચોકસાઇની ખાતરી કરવા માટે દબાણ જાળવણી વિલંબનું કાર્ય છે.
7. રાષ્ટ્રીય અથવા આંતરરાષ્ટ્રીય ધોરણોની શરતો હેઠળ, બેન્ડિંગ એંગલની ચોકસાઈ ± 0.5 ડિગ્રીની અંદર સુનિશ્ચિત કરવામાં આવે છે.
વિગતવાર શો